











































金沙威尼斯欢乐娱人城牌中空玻璃胶使用工艺指南
1.一般规定
1.1所有使用金沙威尼斯欢乐娱人城牌中空玻璃胶的用户都应直接到本公司或本公司指定的销售商处订购,以便获得质量可靠的产品,并得到强有力的技术支持。
1.2本产品适用于市面上所有中空玻璃生产线和一般的双组分硅酮胶专用混合设备,但用手混合或手动混合器有可能达不到满意的效果和我司所宣称的产品特性。
1.3所有使用本产品的中空玻璃如用于隐框、半隐框玻璃幕墙,在设计制作及加工过程中都应严格遵守JGJ 102《玻璃幕墙工程技术规范》相关要求。
1.4为确保中空玻璃胶与中空玻璃和间隔条的粘结性、中空玻璃胶不与丁基胶产生不好的物理、化学反应,中空玻璃制作所有选用的玻璃、间隔条和丁基胶都应送到本公司进行粘结性试验和相容性试验,在我公司出具可以使用的报告后才能投入实际制作加工,具体要求见本文附录3。
1.5用户在中空玻璃胶的使用过程中若遇到任何质量或操作技术方面的问题,应以最快方式通知本公司技术服务部,金沙威尼斯欢乐娱人城将提供热情、及时、周到的技术服务;若遇到重大的质量问题,在未得到建议继续使用的通知之前,应停止中空玻璃胶的使用。
2前期准备
2.1中空玻璃胶在使用前本身材料温度应不低于10℃,在冬季存储温度比较低时,使用前应置入暖房数日后再使用。
2.2中空玻璃胶注胶区温度10℃~40℃,相对湿度40%~80%,清洁、无尘、通风,这样可以获得较佳的使用效果。
2.3有足够的室内养护空间,养护区的温度应不低于10℃。
2.4采用离线低辐射镀膜玻璃加工制作中空玻璃时,其边部封胶区先要进行除膜处理。
2.5所有的基材被粘部分都应进行清洗,除去灰尘,油污或其它污物。清洗后的基材应在1小时内施胶完毕,否则应重新进行清洗。如果已清洗的表面又重新暴露在雨水或污物中,也应重新进行清洗。
2.6推荐使用专用清洗设备进行清洗,采用清洗设备清洗应采用该设备说明书指定或推荐的清洗液,并按要求的操作规程进行清洗。
2.7无专用清洗机,人工清洗方法按以下步骤:
a)清洗液应使用粘结性试验报告中注明的溶剂,在未指明时可使用干净的酒精、异丙醇(IPA),甲乙酮(MEK)或二甲苯(XYLENE)等溶剂,其中后者毒性较大,以使用前两者更为合适。
b)基本的清洗方法为:先用经溶剂润湿的不脱毛的纯棉白布擦洗基材表面,再用另一块洁净的同一种抹布在溶剂挥发之前将溶剂和污物从基材表面擦去,不应使溶剂自然晾干,以免使污物重新附着于基材表面。对于窄而深的接口,则需要将抹布缠绕在干净的油灰刀上,用力进行擦洗。
c)在白色的抹布被污染后应及时进行更换,而且浸醮溶剂时应将溶剂从容器内倾倒在干净的抹布上,而不是将抹布放入容器中进行浸醮,否则干净的溶剂将被污染,影响清洗效果。
d)上述所用清洗液使用过程中应具有良好的通风条件,严禁烟火或火种,并采取必要的安全防护措施。
2.7 经清洗后的基材表面不应有清洗液残留和印迹,在搬动转移过程中不造成再次污染。
3.加工过程
3.1为确保混胶设备是否工作正常,双组分胶在每次注胶之前都应进行混合均匀性(蝴蝶)试验,方法见本文附录1;为确保混胶比例的可靠性,在使用过程中每一天都应进行一次拉断时间测试,方法见本文附录2。
3.2如加工设备是自动生产线,按设备操作规程调整好A、B组分的比例及相应的工艺参数后,确认注胶饱满、密实。
3.3如加工设备是手动注胶加工设备,按以下步骤:
a)挤注动作应连续进行,使胶均匀地连续地以圆柱状挤出注胶枪嘴,而枪嘴的直径应小于注胶接口厚度,以便枪嘴能伸入其二分之一深度。枪嘴应均匀缓慢地移动,确保接口内充满中空胶,防止枪嘴移动过快而产生气泡或空穴。
b)注胶完成后应立即进行修饰,通常的方法是用一刮刀用力将接口外多出的中空胶向接口内压并顺序将接口表面刮平整,使胶与接口的侧边接触。
3.4在上述工序后,应立即在单元件上贴上注有日期及编号等内容的标签,水平搬放到固化区进行养护,在搬放过程中不允许中空玻璃内片与外片间产生错位,否则会影响中空胶的粘结质量。
3.5已加工的中空玻璃应在静止和不受力的条件下养护足够的时间,以使中空胶产生足够的粘合力,经过切胶检验合格后的中空玻璃产品才能装运。
3.6在中空玻璃制作过程中,应进行随批剥离粘结性试验,方法见GB 16776,如果粘结破坏面积大于5%,应立即停止加工,查找原因,及时进行整改,同时将该批中空玻璃产品作为重点进行切胶剥离粘结性试验,若检验仍不合格,则应返工重新制作。对于已制作完成的中空玻璃,应按GB 16776进行切胶剥离粘结性试验,中空胶应充分与丁基胶接触并与玻璃边平齐,中间不得有气道、气泡,与玻璃、铝隔条粘结良好且粘结破坏面积应少于5%;否则应追溯检查该批产品的施工操作技术,由技术质量部门提出具体的处理意见。
3.7整个加工过程应做好完整的施工记录及质量控制试验记录。
3.8所有的中空玻璃都应具有识别标记,用来追踪制作人员、日期、加工设备和中空胶的批号。
附录1 A/B组分混合均匀性测定——蝴蝶试验
1.1将打胶机打出的混合好的胶挤到纸(尺寸相当于A4复印纸大小)中间5~10克,折合纸将胶压平。
1.2打开纸检查胶样,混合均匀的胶应颜色均一,深浅度一致,无异色条纹,如果胶出现异色条纹,则表明混胶不均匀,应查找原因,问题解决后才能使用。
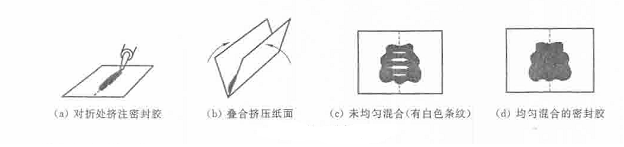
蝴蝶试验示意图
附录2 拉断时间测试程序
本方法是用于测定双组分中空胶的固化速度,用以确定A组分与B组分之间的比例。
2.1在烧杯或其它容器中放入适量的的混合均匀的密封胶;
2.2将一条小圆棒或油灰刀浸入一部分到胶料中,并从胶料混合时开始计时;
2.3每隔5分钟,将小圆棒(油灰刀)从胶料中抽出,并观察胶料扯起部分是否发生突然断裂;
2.4如果未发生断裂,重复步骤2和3,直到胶料发生突然断裂,记录从开始计时到拉断时的时间;
2.5正常比例的双组分产品在标准条件下(温度(23士2)℃、相对湿度(50士5)%)拉断时间应在20到60分钟之间。拉断时间受环境温度和混合比例影响大,如需要调节拉断时间,必须在A组分/B组分推荐的比例内进行调节。
注:(1) 我公司双组分产品在一般情况下,A/B的体积比为10/1,用户可以在A/B=9:1~11:1(体积比)之间调节。
(2) 固化剂活性高,极易因水解而失效,用户应注意密封保存。
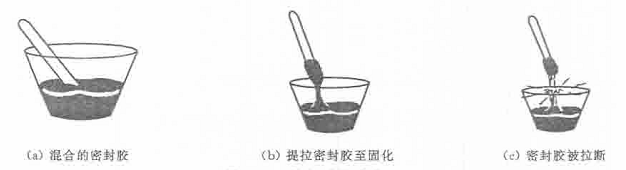
拉断时间试验示意图
附录3关于粘结性/相容性试验的一些具体要求
3.1粘结性试验:每次试验需要用到尺寸大于150mm×75mm的玻璃、长度大于100mm的间隔条分别不少于3件。
3.2相容性试验:所有装配设计中与密封胶接触的辅助材料,如丁基胶等都需进行相容性试验,丁基胶可涂抹在间隔条上,试验所用的每种材料长度不少于100mm。
3.3最好用特快专递(EMS)寄送样品,以防止样品丢失和及时进行试验,同时要注意包装良好以免样品破损。
3.4收到材料后,粘结性试验通常需要21天,相容性试验通常需要36天。为了不影响加工工期,请预留足够时间,尽早送样。
4.用量估算见表1:
表1 每组金沙威尼斯欢乐娱人城牌(180L+19L) 双组分密封胶施工长度(m)
|
厚度mm |
宽度 mm |
||||||
|
7 |
9 |
12 |
15 |
18 |
21 |
24 |
|
|
6 |
4738 |
3668 |
2751 |
2201 |
2064 |
1572 |
1375 |
|
9 |
/ |
2446 |
1834 |
1467 |
1375 |
1048 |
917 |
|
12 |
/ |
/ |
1375 |
1101 |
1031 |
786 |
688 |
注:密封胶的实际用量会因接口设计、衬垫材料的安装位置、修整技术以及工地的损耗量而不一致。
使用者注意:本文所刊载的都是金沙威尼斯欢乐娱人城认为可靠的资料,由于实际情况千差万别,金沙威尼斯欢乐娱人城不可能对所有情况一概了解,所以不能保证金沙威尼斯欢乐娱人城的产品在某些用法与用途上正确性和适用性。用户在使用产品之前应详细了解产品,然后自行决定最佳的使用方法。


